




E3TA
CNC systemDetailed Description
● 5 pulse axis control channels, 2-10V~10V voltage outputs, supporting axis expansion;
● Supports up to 3 feed axes and 2 spindles;
● Optional MECHATROLINK-III and EtherCAT buses;
● 0.1um control accuracy, with a maximum movement speed of 60m/min;
● Support linear and S-shaped acceleration and deceleration modes;
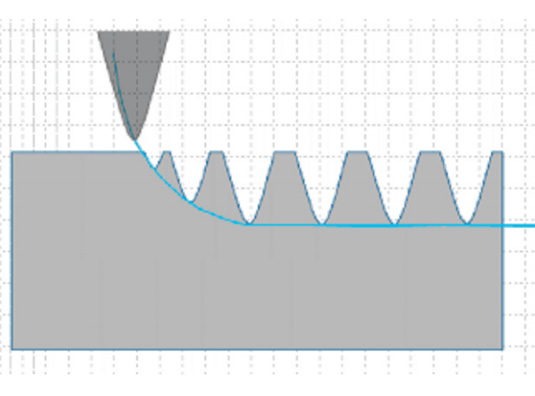
● Advanced multi segment smooth transition algorithm, stable and efficient operation;
● Support turn-milling composite processing;
● Support feedforward compensation for tooth tapping;
● The bus model supports online configuration of servo parameters and mechanical zero return without stops;
● 512MB of large storage space, supporting USB and network data transmission;
● Built in open PLC, supporting real-time status monitoring and online editing;
● Support locking and renewal functions;
● Support user secondary development (customized for a specific machine).
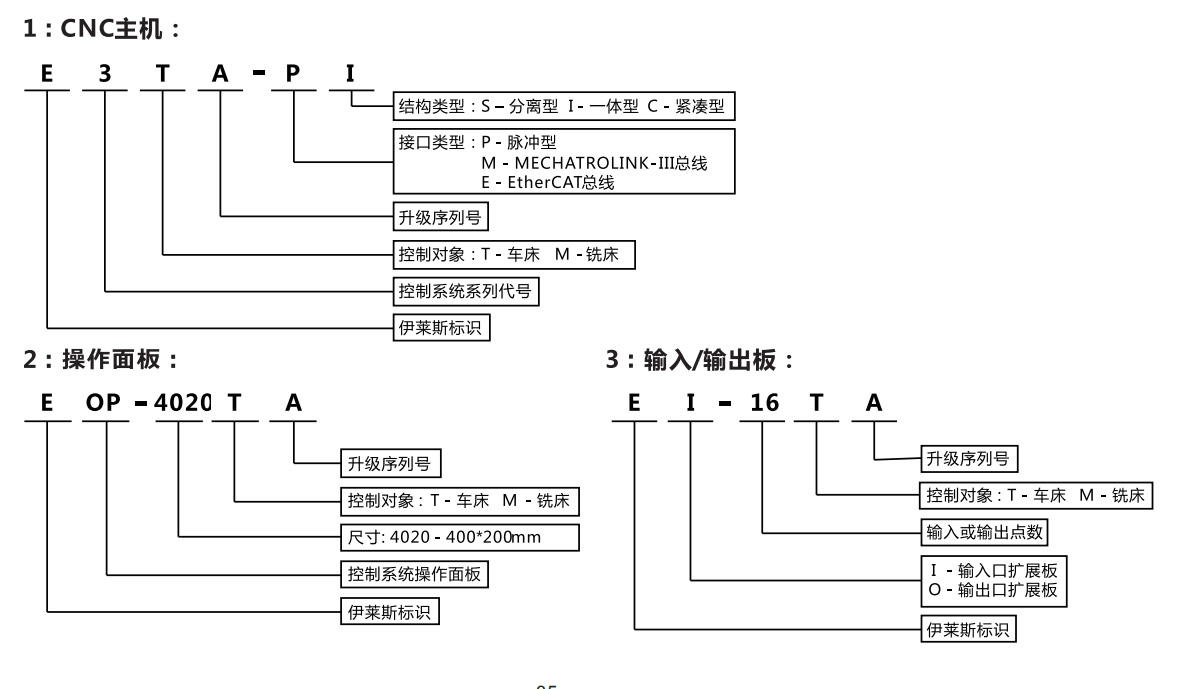
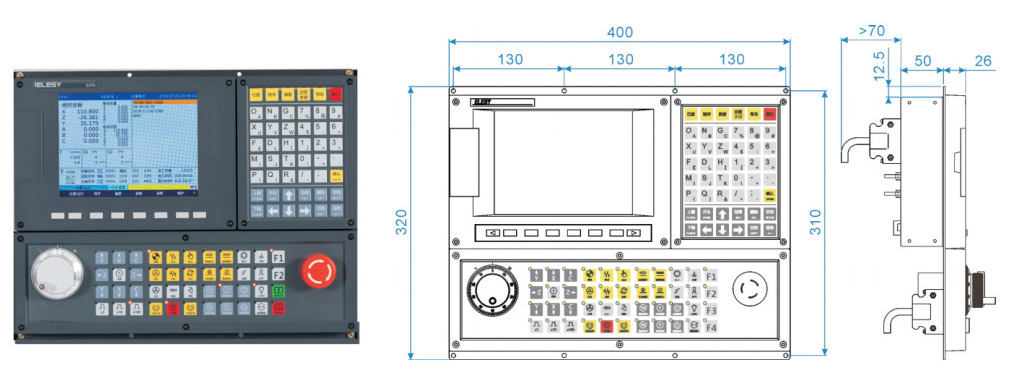
Separated E3TA system (E3TA-PS+EOP-4020TA)

Integrated E3TA System (E3TA PI)
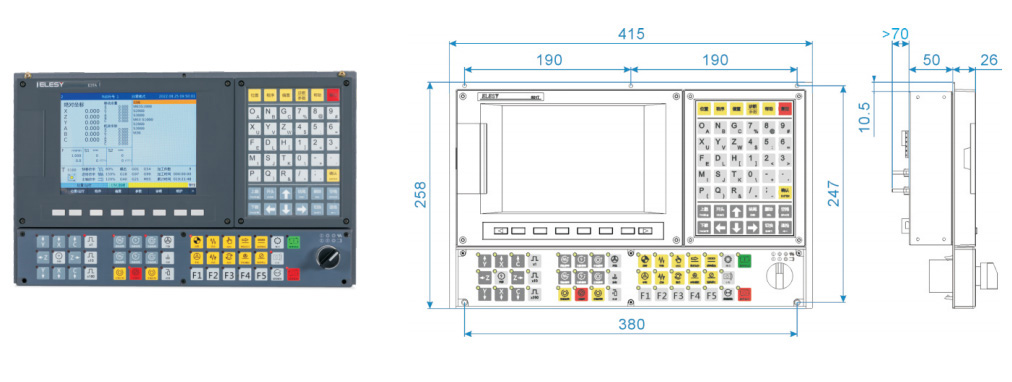
Compact E3TA System (E3TA-PC)
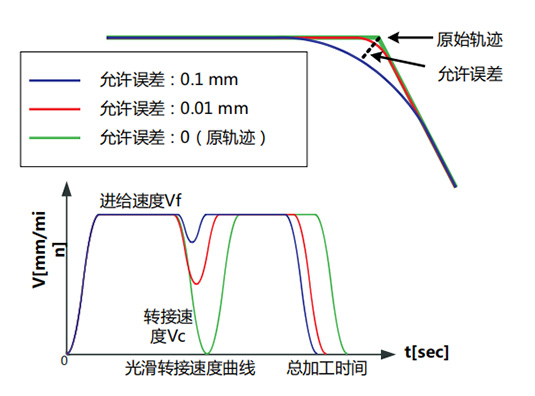
The system uses smooth trajectories to fit the connection positions of line segments based on allowable error parameters, improving corner speed while reducing speed jumps at the connection points, improving processing efficiency, and suppressing the generation of connection marks.
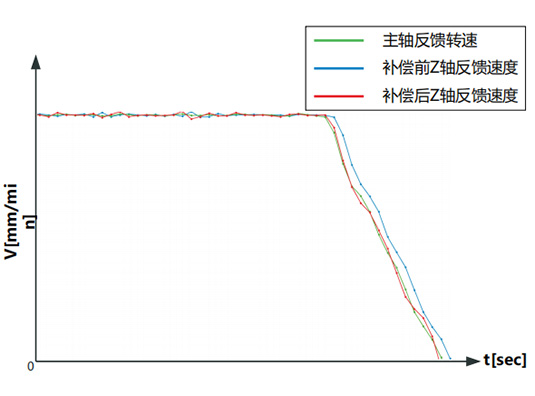
The system calculates the command compensation amount based on the servo gain and compensates it, thereby alleviating the problem of tooth misalignment caused by servo lag, and improving the tooth tapping speed and tooth pitch accuracy.
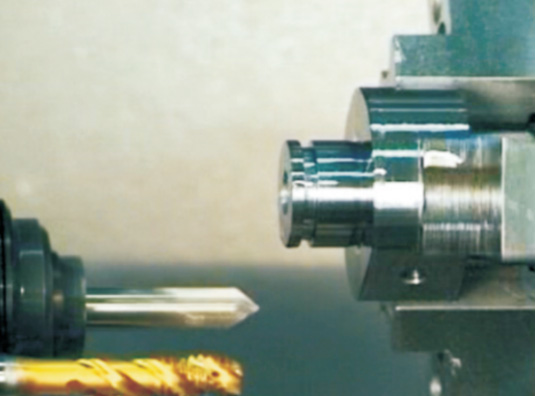
The system supports three feed axes and two main axes. When adapting to the servo spindle, it can achieve spindle orientation, indexing, rigid tapping, polar coordinate interpolation, X, Y, Z, C-axis interpolation, and other functions, meeting the requirements of turn-milling composite processing.

High speed and high-precision control algorithm and adaptive forward looking speed planning automatically calculate the required number of forward looking program segments, adapt to curvature changes corresponding to speed, limit speed where needed, and ensure higher overall efficiency.
The contour control of linear axis and rotation axis interpolation is realized through the Cartesian coordinate system system editing command. Implemented such as cam machining, workpiece outer diameter milling, irregular workpiece milling, etc

The movement of the rotation axis using the angle command is converted internally to the distance of the straight axis on the outer surface, facilitating linear or circular interpolation with other axes. It can greatly simplify programming for cylindrical surface machining.
The system uses smooth trajectories to fit the connection positions of line segments based on allowable error parameters, improving corner speed while reducing speed jumps at the connection points, improving processing efficiency, and suppressing the generation of connection marks.

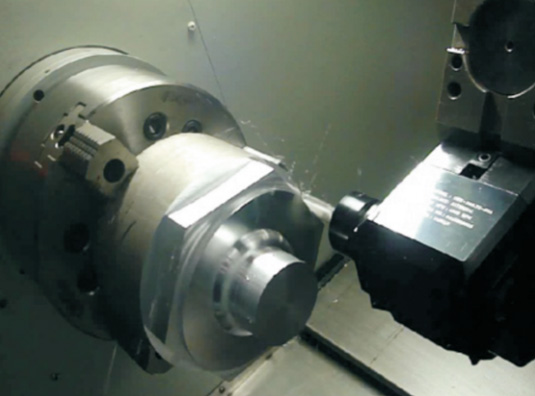
For situations where accuracy requirements are not high, the polygon processing function can be used: by changing the speed ratio of the workpiece axis and tool axis and the angle offset before synchronization with the main control axis, various polygons specified by the program can be quickly processed.
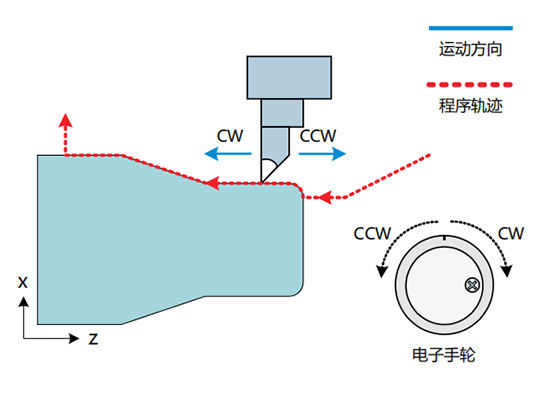
Select the handwheel simulation in automatic mode, rotate the handwheel clockwise to execute the program in sequence; rotate the handwheel counterclockwise to execute the program in reverse order. Convenient for users to debug and improve processing technology, providing safety production guarantee.
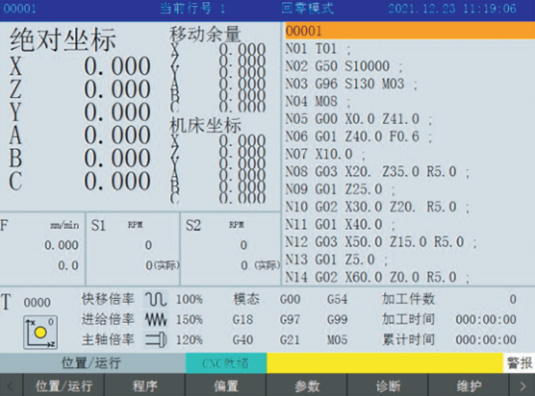
The page display layout is clear and the content is comprehensive. You don't need to switch pages to understand the operating status of the machine tool.

Open PLC ladder diagram real-time status display, supporting quick search. Provide easy to use PLC editing software, all IO points can be edited, achieving fast and convenient expansion functions.
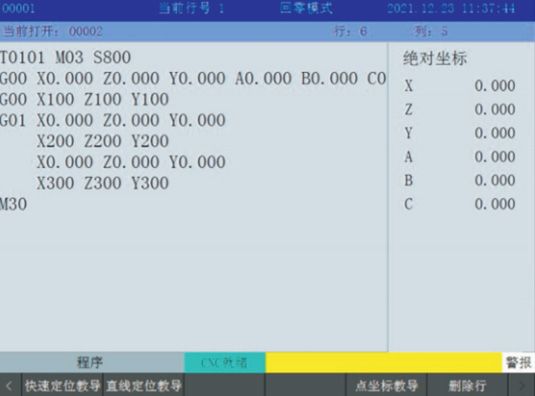
Insert quick positioning, line positioning, point coordinates, etc. directly into the program through the corresponding menu, eliminating the hassle of inputting coordinates each time. And accurately insert the trajectory based on the actual working coordinate position.
| Model | E3TA |
| Control axis |
Number of control axes: 5 axes (X, Y, Z, 4th, SP); Number of linkage axes: 4 axes; Minimum command unit: 0.0001mm; position command range: -9999.999~9999.999mm |
| Electronic gear: instruction multiplication factor; 1~9999; instruction frequency division factor: 1~9999 | |
| Interface signal: pulse + direction output, suitable for digital AC servo unit | |
| Bus function | MECHATROLINK-III, EtherCAT bus |
| Feed axis function | Fast moving speed: up to 60m/min; fast moving magnification: 0100% ten-level real-time adjustment |
| Feed rate: Feed rate: 0~150% Sixteen-level real-time adjustment | |
| Handwheel feed: ×1, ×10, ×100 three gears; | |
| Interpolation method: linear interpolation, circular interpolation, thread interpolation, elliptical interpolation, parabolic interpolation, etc. | |
| Automatic chamfering function | |
| Thread function | Can process single/multiple metric inch straight thread, taper thread, face thread |
| The length and angle of thread retraction can be set, and the speed of retraction is processed | |
| Thread pitch: 0.01~500mm or 0.06~2540 teeth/inch | |
| Acceleration and deceleration function | Acceleration and deceleration: linear acceleration and deceleration, S-shaped acceleration and deceleration, maximum speed, jerk and acceleration and deceleration time are set by parameters |
| Spindle function | 2-way -10V~10V analog power, voltage output, support four-speed spindle mechanical gear |
| Equipped with spindle position control, speed control and pulse-type rotating spindle control | |
| Spindle encoder: The number of encoder lines can be set from 100 to 999999p/r | |
| Encoder to spindle gear ratio: 1~255 | |
| Spindle speed range: O9999RPM; Spindle override: 50% 120% a total of 8 levels of real-time adjustment | |
| With spindle constant surface speed control | |
| Flexible tapping, rigid tapping | |
| Tool function | Tool compensation function: tool offset compensation; tool nose radius compensation (C type); tool wear compensation; tool life management |
| Tool setting method: fixed point tool setting, trial cutting tool setting, return to reference point tool setting | |
| Tool offset execution mode: modify coordinate mode, tool movement mode | |
| Accuracy compensation | X-axis/Z-axis backlash compensation: -9999.999 ~ 9999.999mm |
| PLC function | Two-level PLC program; average processing time of basic instructions <1.5us |
| Program capacity: 4700 steps; 1st level program cycle 4ms | |
| Can observe PLC running status online; support PLC warning and PLC alarm | |
| Number of instructions: 45 (including 10 basic instructions and 35 functional instructions) | |
| HMI | 8.4-inch digital true color widescreen LCD, resolution 800×600 |
| Display mode: Chinese characters, graphics | |
| 2D tool path display (graphical simulation page) | |
| Real Time Clock | |
| Operation management | Operation panel: combined panel |
|
How the system works: Auto, MDI, zero return, handwheel, manual, jog, handwheel, single-segment running, selection stop, selection jump, handwheel simulation |
|
| Multi-level operation authority: with multi-level authority such as operator, dispatcher, machine tool factory, etc. | |
| Alarm log | |
| Program editor | Program capacity: 512M, 400 programs (including subprograms); subprogram calls; support 10 nestings |
| Program format: ISO code, supports relative coordinate, absolute coordinate and mixed coordinate programming | |
| Editing mode: full-screen editing is optional; | |
| Program/block/word search, modify, delete, copy, paste, cut, undo | |
| G command | Adopting Type A instruction format and multiple G instructions, including single fixed loop, composite fixed loop, drilling fixed loop, etc; Support statement based B-class macro programs; Supports 10 levels of subroutine calls |
| Accessibility | Reserve special M codes (M00, M01, M02, M03, M04, M05, M30, M98, M99), and other M codes can be defined by PLC |
| Communication function | 2-way Ethernet interface for real-time program update |
| 1 channel of each RS232/RS485 interface, real-time background monitoring and data interaction | |
| 1-way USB interface, can realize U disk file reading and writing, system backup | |
| Security |
emergency stop; Hardware stroke limit; software stroke check; Servo alarm detection; spindle alarm detection; Tool holder locking detection, protective door detection, chuck detection |
| Other |
Standard I/O Interface: Input (support PNP, NPN input): 16 points; output: 16 points, relay output |
| Handwheel interface: 1 channel (A/B), support hand-held handwheel box |


Wechat
QR Code
 Consult Now
Consult Now







