




E3MA series milling machine control system
CNC systemDetailed Description
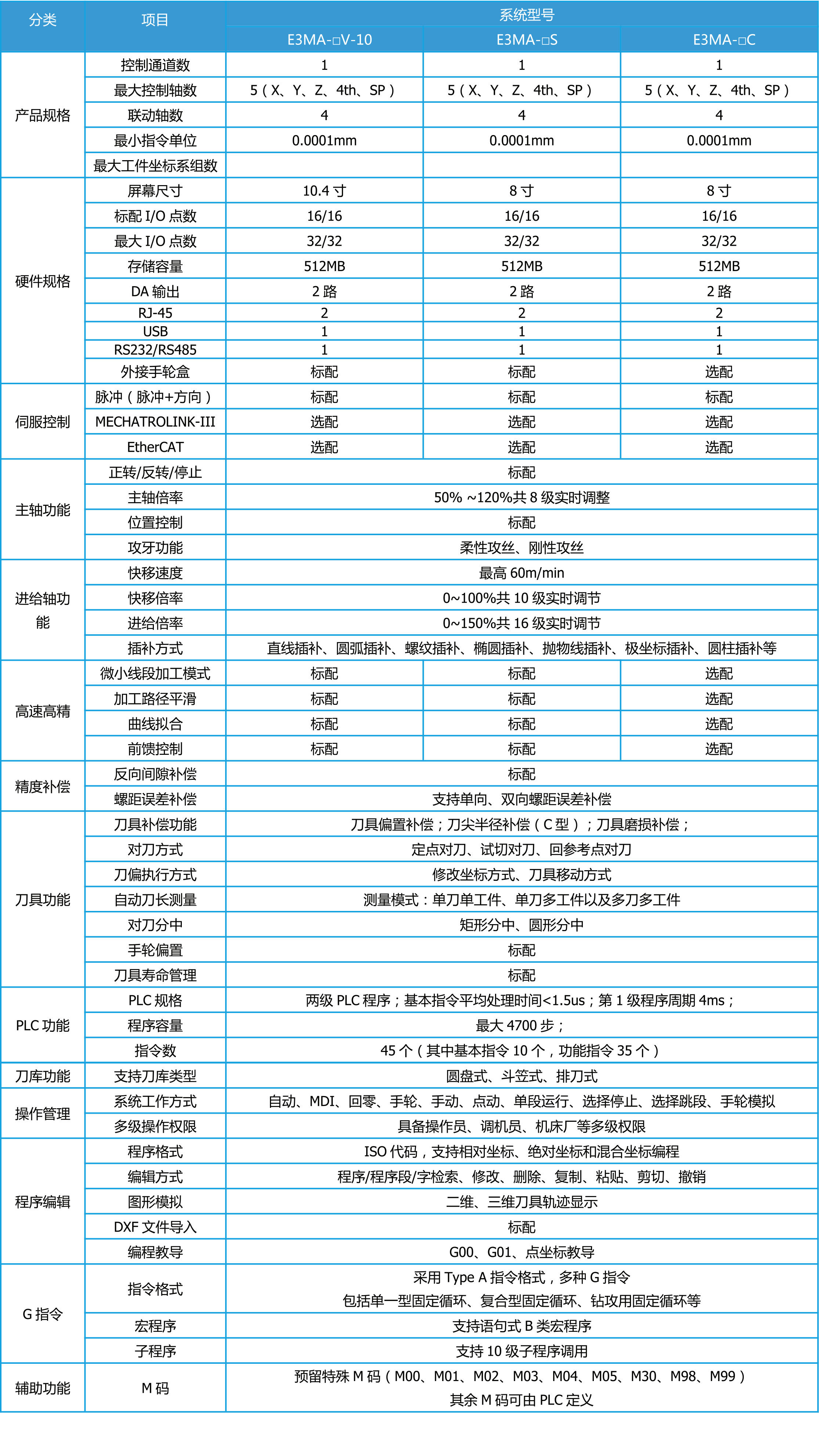
● 5-channel pulse axis control channel, 2-channel -10V~10V voltage output, supporting axis expansion;
● Supports up to 3 feed axes and 2 spindles;
● Optional MECHATROLINK-III, EtherCAT bus;
● Micro line segment processing mode, using high-speed pre reading and forward looking algorithms;
● High speed and precision functions such as machining path smoothing, curve fitting, and servo feedforward;
● Support DXF file import, achieving user programming free processing
● Multiple practical functions of milling machines, convenient for users to use;
● Built in open PLC, supporting real-time status monitoring and online editing;
● Support various tool magazine controls such as disc type, bamboo hat type, and row type;
● Supports lock and renew functions;
● Support user secondary development (customized for a specific machine).
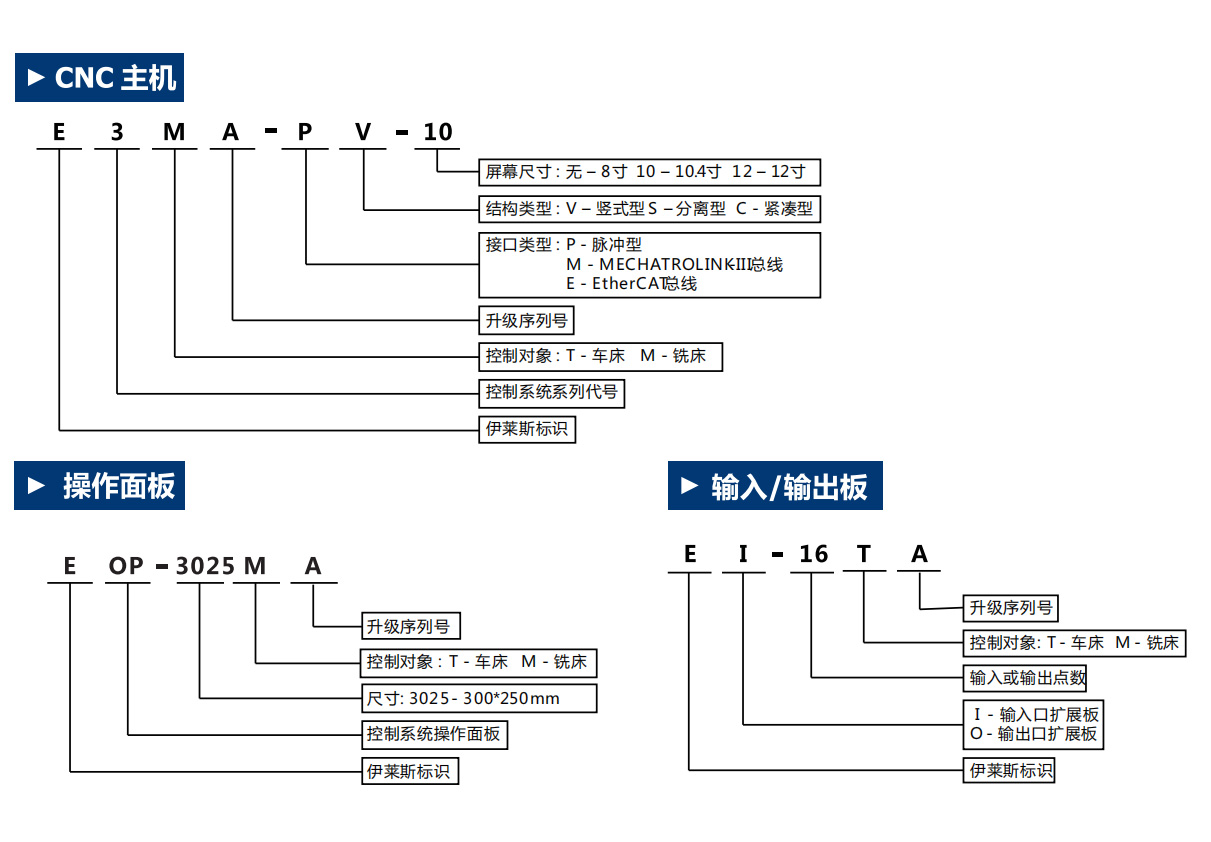
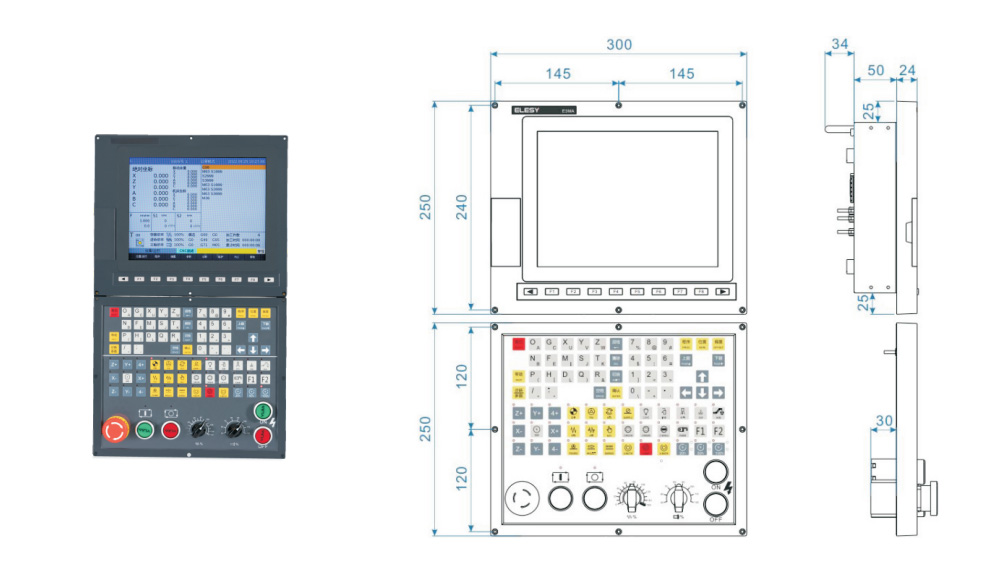
Vertical E3MA system(E3MA-V-10+EOP-3025MA)
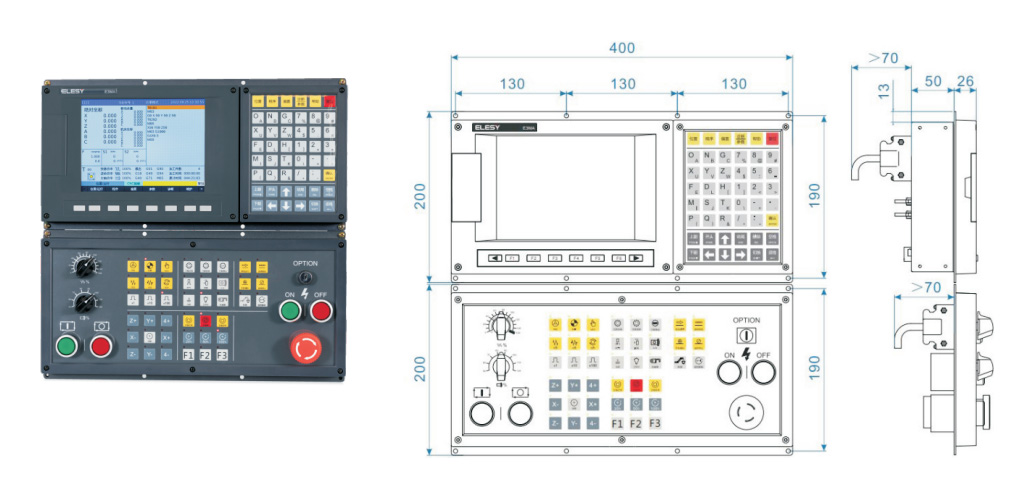
Separated E3MA system(E3MA-S+EOP-4020MA)
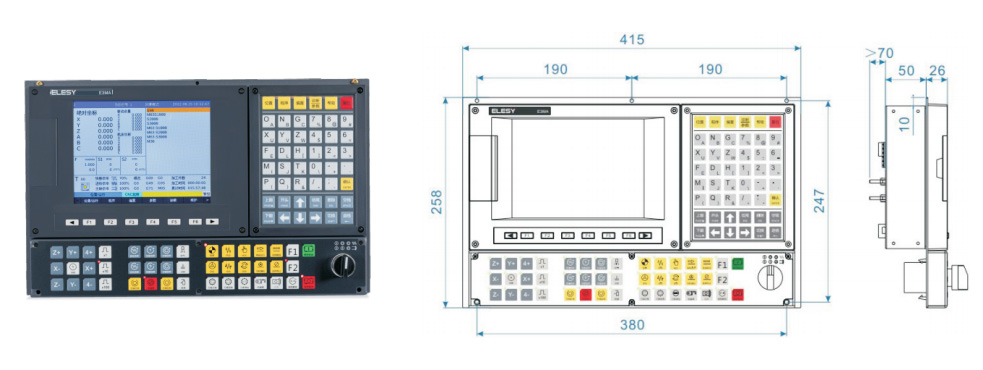
Compact E3MA system(E3MA-C)

For the machining path specified by continuous small program segments in surface machining, the system uses high-speed pre reading program instructions and forward-looking algorithm to plan the feed rate, ensuring smooth machining speed, achieving high-quality machining results and improving machining efficiency; Simultaneously providing automatic corner deceleration and arc speed suppression functions, ensuring machining accuracy and avoiding unnecessary deceleration, reducing machine tool impact.
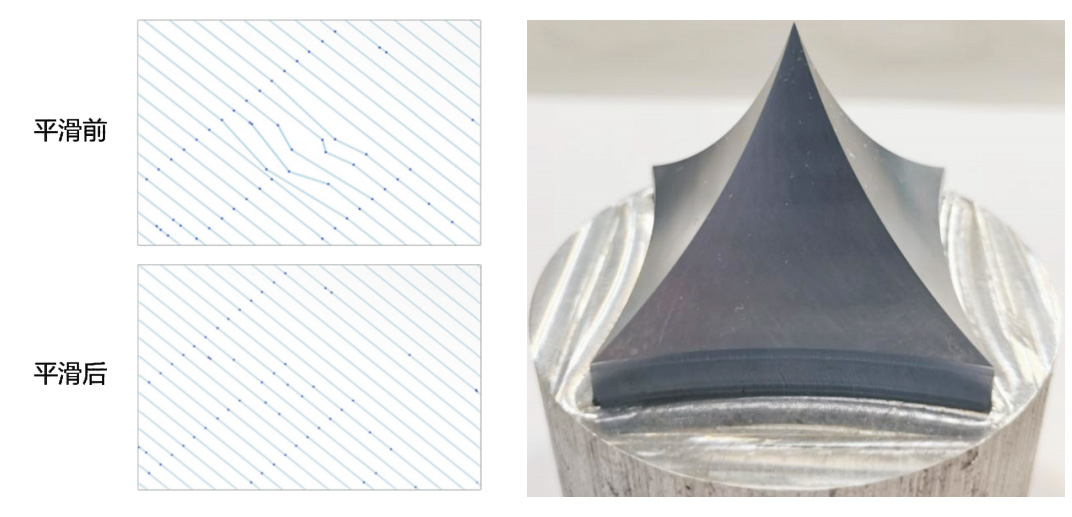
The machining program automatically generated by CAD/CAM software often has unreasonable extremely short single segments (small reversals, turns, etc.) in the machining path, resulting in uneven tool path and fluctuations in machining speed, affecting surface quality. The machining path smoothing function automatically filters and smoothes the tool path path with noise under the constraint of trajectory contour control accuracy, improving the smoothness of machining and achieving higher machining quality.
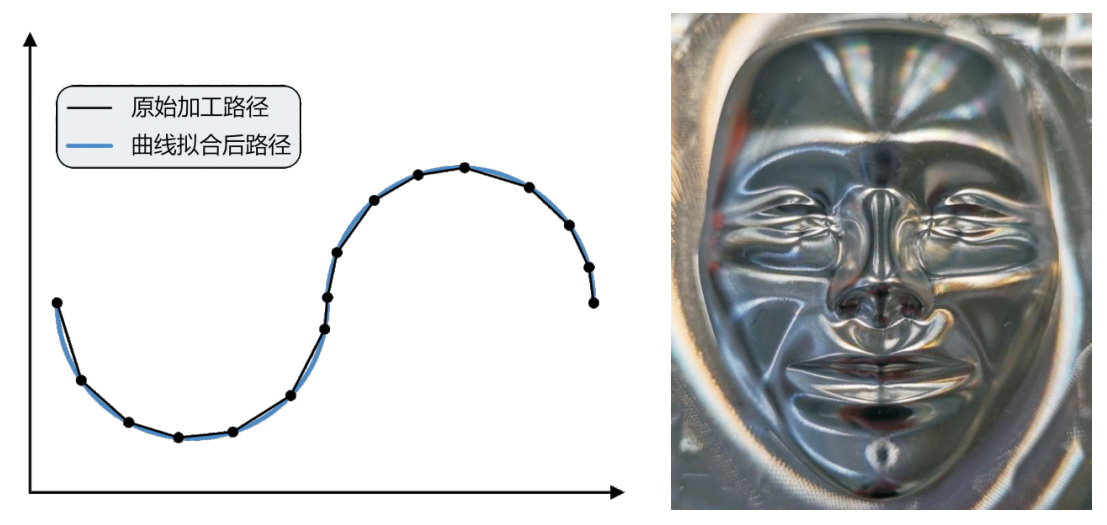
If the machining accuracy and tolerances set in CAD/CAM software are poor, resulting in the generation of discontinuous tool paths, it will have a certain impact on machining speed, surface quality, and machine tool stability.
The curve fitting function can automatically fit small line segments into a continuous smooth curve path based on the machining tolerance set by the system, achieving higher order curve continuity, achieving better consistency in speed planning, ensuring smooth machining speed and improving machining quality.
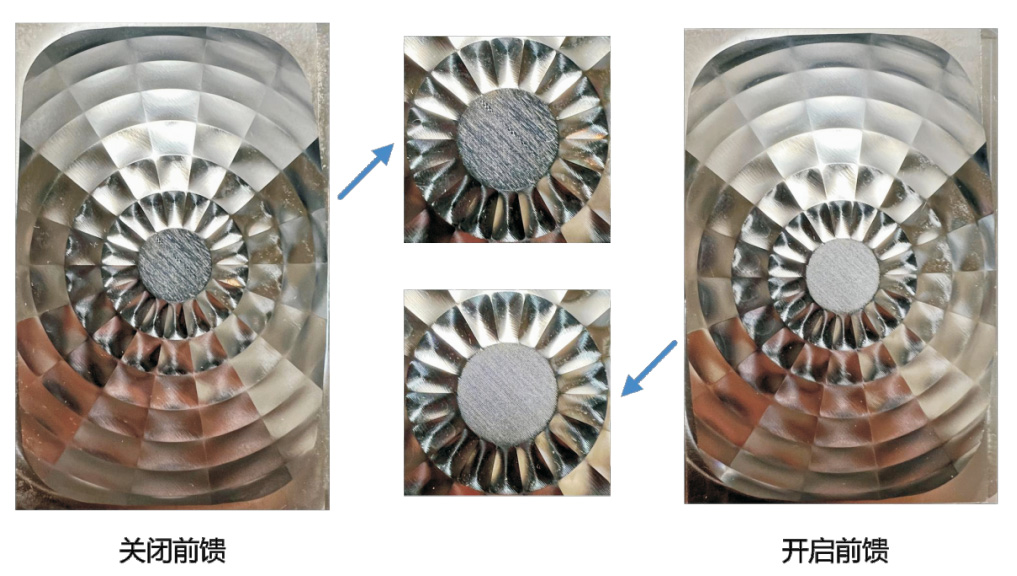
Due to the inherent characteristics of the machine tool and servo performance limitations, even if the servo position loop gain is adjusted to the optimal value, there is still position lag in actual machining, which causes problems such as arc machining shrinkage and corner size distortion.
Due to the inherent characteristics of the machine tool and servo performance limitations, even if the servo position loop gain is adjusted to the optimal value, there is still position lag in actual machining, which causes problems such as arc machining shrinkage and corner size distortion.
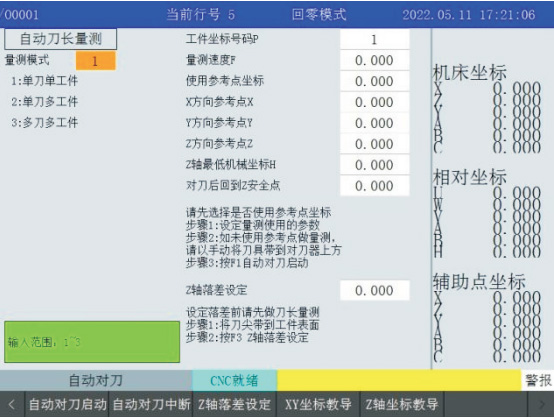
Through the tool alignment instrument installed on the workbench, customers can use the automatic tool length measurement function interface to measure the length of different tools and automatically update the tool offset value. This function provides three measurement modes: single tool single workpiece, single tool multi workpiece, and multi tool multi workpiece.

The tool centering function provides two modes: rectangular centering and circular centering. Customers can use this function to quickly determine the center of the workpiece and complete the setting of the coordinate system.
Use the breakpoint regression function to directly jump to the program breakpoint, resume program execution and continue subsequent processing, reduce the time required for program idle running and ensure normal execution of subsequent programs.
When there is an error in tool alignment or tool wear, the handwheel offset function can be used to directly modify the coordinate system during program operation, without the need to re align the tool and execute the machining program again from scratch.
The tool magazine control function supports commonly used types of tool magazines such as disc type, bamboo hat type, and row type. The tool magazine control mode is switched through system parameters, and a detailed tool magazine control parameter debugging page is provided.
Tool magazine management provides functions such as monitoring the operation of the tool magazine, displaying the spindle tool status, viewing the current tool number, managing the correspondence between tool sleeves and tools, and setting and maintaining the zero position of the tool magazine.
1. Support the import of DXF graphic files and provide re editing function;
2. Support origin modification, and can set up multi station workpiece coordinate system programming;
3. Identify the whole circle data, set relevant parameters by the user, and generate G-code including fixed cycles of drilling, tapping, boring, etc;
4. Provide DXF file path optimization function, automatically determine the path position of each element, and arrange the processing paths with optimized sequence;
5. Users can edit the feed point and processing sequence, set relevant CAM parameters, and automatically generate NC files.


Wechat
QR Code
 Consult Now
Consult Now







